
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-05-14 人气:
在重工装备制造领域,中型重工筒体锻件毛坯是液压油缸、传动套筒、通用设备筒体的核心基础件,常见规格为直径300-800mm、长度1000-2500mm、壁厚50-120mm,多用于通用重工、工程机械、冶金辅机等场景。这类毛坯锻造不追求复杂工艺噱头,全程以稳定成型、尺寸合格、内部致密为核心目标,严格按照自由锻标准流程执行,全过程务实可控,无冗余夸张工序,完全贴合车间实际生产落地。
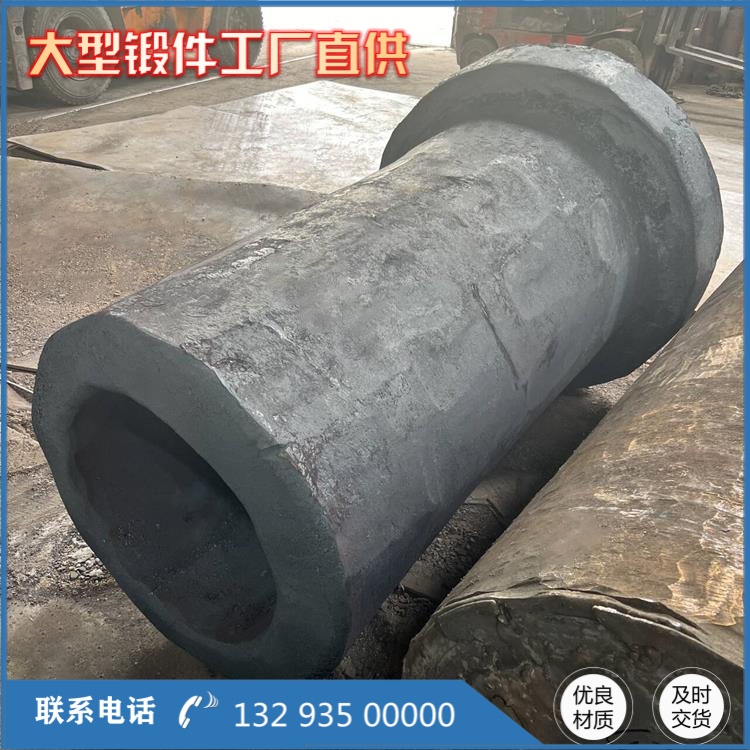
锻造开工前是坯料核查与下料准备。中型筒体毛坯普遍选用45#、40Cr、35CrMo三种常规合格结构钢,优先采用钢厂合格轧制圆钢,杜绝使用劣质回炉料和成分不达标坯料。技术人员先对照订货毛坯图纸,核对外径、内径、总长、壁厚四项核心毛坯尺寸,计算单边锻造余量,常规预留3-5mm,既保证后续粗加工余量充足,也避免材料浪费。下料采用带锯床切割,长度公差严格控制在±3mm以内,下料完成后逐一核对坯料规格,做好炉号标识,防止混料。坯料入炉前,必须完成外观检查,剔除裂纹、夹渣、严重锈蚀料,同时配合厂家质保书核对化学成分,关键批次额外做光谱抽检,从源头杜绝不合格坯料流入锻造环节。
加热是毛坯成型的基础,也是控制内部质量的关键。中型筒体坯料采用台车炉或室式加热炉加热,执行分段升温制度,杜绝一次性高温猛烧。低温段300-600℃缓慢升温,升温速率控制在80℃/h以内,避免坯料内外温差过大产生内部裂纹;中温段匀速升温至锻造温度,将坯料均匀加热至1150-1200℃,保温时长按照坯料直径每100mm保温1小时执行,保证坯料内外温度一致、塑性达标。始锻温度严格控制在1150℃以上,终锻温度不低于800℃,生产过程中用红外测温仪随机抽检,温度不足立即回炉补温,严禁低温硬锻、冷打成型,防止锻件出现脆裂、组织粗大问题。
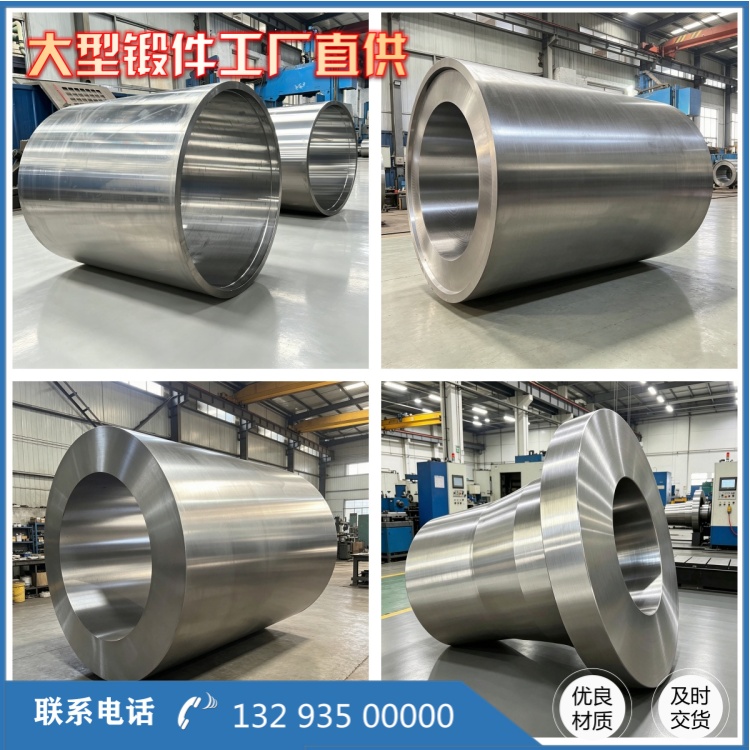
核心锻造工序采用“镦粗-冲孔-芯棒拔长-整形收口”四步标准流程。将加热到位的坯料放置在锻锤或液压机工作台上,***行轻压镦粗,高度压下量控制在30%左右,主要目的是压实坯料中心疏松缺陷,改善内部致密度,避免毛坯使用过程中出现渗漏、断裂隐患。随后进行冲孔作业,选用对应内径尺寸的冲头,居中垂直冲孔,保证孔位不偏斜,冲孔后及时清理孔口飞边和氧化皮。接下来进入筒体成型关键步骤——芯棒拔长,将专用芯棒穿入冲孔坯料,分段均匀拔长,每次压下量控制在10-15mm,左右对称锻打,全程保证坯料旋转均匀,防止出现壁厚不均、筒体偏心、椭圆度超差问题。

拔长接近毛坯尺寸后,进入终锻整形阶段。此时重点校正筒体锻件直线度、端面垂直度、内外圆同心度,轻压修整壁厚偏差,将毛坯壁厚公差控制在±1mm以内,椭圆度不大于0.3mm/100mm。整形完成后,毛坯严禁露天急冷,尤其是合金材质坯料,必须放置在保温坑内缓慢冷却,或者直接进行去应力退火,防止冷却过快产生冷裂纹和内部残余应力。毛坯完全冷却后,统一进行外观清理,去除表面氧化皮、飞边、毛刺,核对毛坯总长、外径、内径、壁厚四项关键尺寸,做好标识和生产记录。整个过程不添加任何多余修饰工序,完全以满足毛坯使用要求为准则,成型稳定、合格率高,适合批量稳定生产。
上一篇:大型非标筒类锻件尺寸加工定制方案
下一篇:耐腐蚀筒体锻件适用行业盘点
相关推荐
服务热线

