
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-05-14 人气:
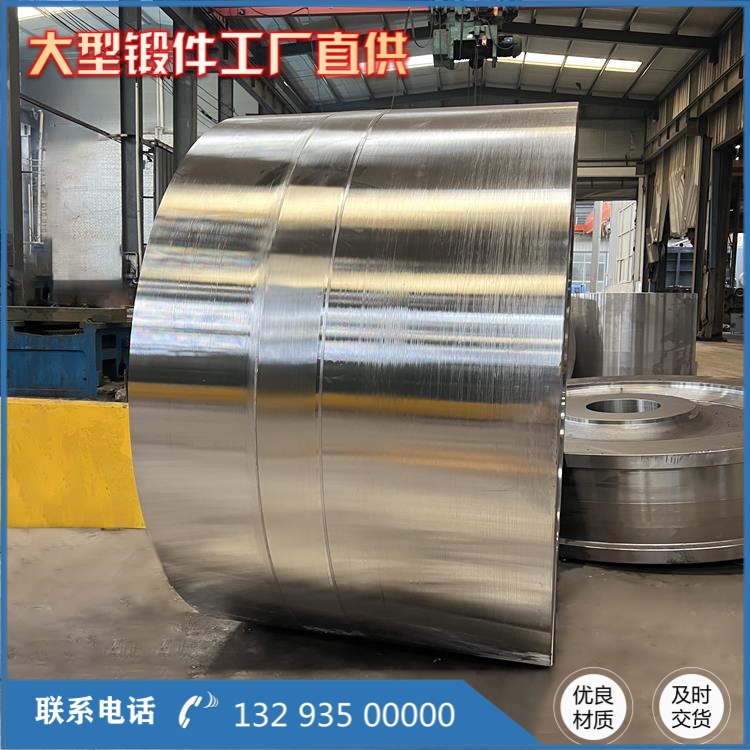
大型非标筒类锻件主要应用于重型装备、压力容器、矿山机械、风电能源等领域,其特点是尺寸大(直径≥500mm、长度≥2000mm)、壁厚厚、重量重、受力复杂,需承受重载、高压、冲击等恶劣工况,对尺寸精度和力学性能要求更为严苛。本方案结合大型锻件生产实际,摒弃夸大化表述,围绕尺寸精度控制、工艺稳定性和质量可追溯,制定科学合理的加工定制方案,确保锻件符合客户使用要求和相关行业标准。
前期技术对接与方案优化是大型非标筒类锻件定制的关键,由于其尺寸大、加工难度高、成本投入大,必须提前做好充分准备。技术团队与客户深度对接,不仅要核对图纸中的核心尺寸参数、材质要求和力学性能指标,还要结合客户的实际使用工况,对图纸进行工艺性审核,提出合理的优化建议。例如,针对大直径、薄壁筒类锻件,建议适当调整壁厚公差,避免加工过程中出现变形;针对需承受高压的锻件,建议优化材质配比,提升承压性能。同时,明确验收标准、交付周期和质量保障要求,签订详细的定制合同,明确双方责任,避免后续纠纷。
原料准备环节,选用高强度、高韧性、耐磨、抗疲劳的优质材质,常见的有42CrMo、35CrMo、Q355B等合金钢和低合金高强度钢,根据锻件用途和工况,可选用电渣重熔钢锭或优质圆钢,确保原料性能达标。原料进场后,进行严格的入场检测,包括光谱分析、力学性能测试、超声波探伤等,排查原料内部和表面缺陷,不合格原料坚决剔除。下料环节采用大型数控下料设备,控制下料尺寸,下料公差控制在±3mm以内,预留充足的锻打余量和加工余量,余量大小根据锻件尺寸、材质和锻造工艺确定,一般为5-8mm,确保后续加工有足够的调整空间。
锻造成型环节,采用“自由锻+径轴向轧制”相结合的工艺,相比传统自由锻工艺,该工艺成型精度更高、金属流线更合理,能有效提升锻件的承压性能和使用寿命,且加热火次少,更具经济性。首先对坯料进行扩散退火处理,消除枝晶偏析,确保内部组织均匀,退火温度和保温时间根据坯料尺寸和材质调整。加热环节采用大型加热炉,实行分段加热,低温阶段缓慢升温,升温速率控制在50~80℃/h,中温阶段匀速升温,高温阶段保温,确保坯料内外温度均匀一致,温差≤20℃,全程采用红外测温仪和热电偶双重监测,确保温度准确可控。
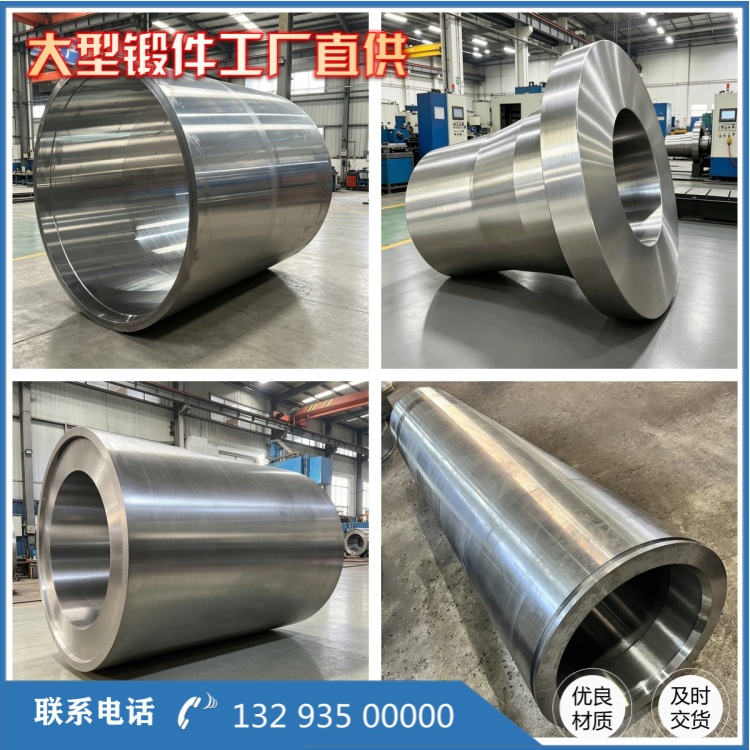
锻打过程中,依托2.2万吨自由锻压机、大型轧环机等重型设备,实现锻件准确塑形。预锻阶段,对坯料进行镦粗,变形量控制在30~40%,消除内部疏松,塑造成实心雏形;成型阶段,采用冲孔+扩孔+径轴向轧制工艺,冲孔时选用与内径匹配的冲头,缓慢操作、均匀施压,避免孔壁拉裂,轧制过程中控制轧制比不小于1.3,确保金属流线与工件圆周方向一致,提升锻件性能;精整阶段,采用专用芯轴辅助校准,重点控制同心度、壁厚均匀性和端面垂直度,壁厚偏差控制在±0.8mm以内,同心度偏差≤0.15%D(D为外径),端面垂直度≤0.05mm/m,每道工序完成后进行尺寸检测,及时调整工艺参数,避免出现偏心、椭圆、壁厚不均等缺陷。
热处理环节,根据锻件材质和力学性能要求,定制专属热处理曲线,采用大型温控炉进行调质处理,淬火温度控制在850~900℃,保温时间按壁厚每100mm保温1h计算,冷却方式采用油冷,避免淬火裂纹;高温回火温度控制在550~650℃,保温时间按壁厚每100mm保温2h计算,缓慢冷却至室温,消除淬火应力,细化晶粒,提升锻件的强度、韧性和抗疲劳性能,确保锻件抗拉强度≥800MPa,冲击韧性(-20℃)≥30J,硬度控制在220~280HB。
精整加工和成品检测环节,采用大型数控立车、卧车、镗铣床等设备,对锻件内外表面、端面进行精加工,表面粗糙度控制在Ra≤1.6μm,关键尺寸公差控制在±0.15mm以内。检测环节实行“全流程、多维度”检测,采用超声波探伤、磁粉探伤、渗透探伤相结合的方式,排查内部和表面缺陷;通过三坐标测量仪对关键尺寸进行准确复核;进行力学性能复检,确保符合客户要求和相关行业。检测合格后,出具完整的检测报告和质量证明书,做好标识移植,确保产品可追溯,按客户要求进行包装、运输和交付。

本方案立足大型非标筒类锻件的生产实际,聚焦尺寸精度控制和质量稳定性,不夸大技术优势,注重工艺的可操作性和经济性,通过全流程的技术管控和质量检测,确保定制的锻件能够满足重型装备的使用需求,实现“一次合格、长期可靠”的定制目标。
相关推荐
服务热线

