
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-24 人气:
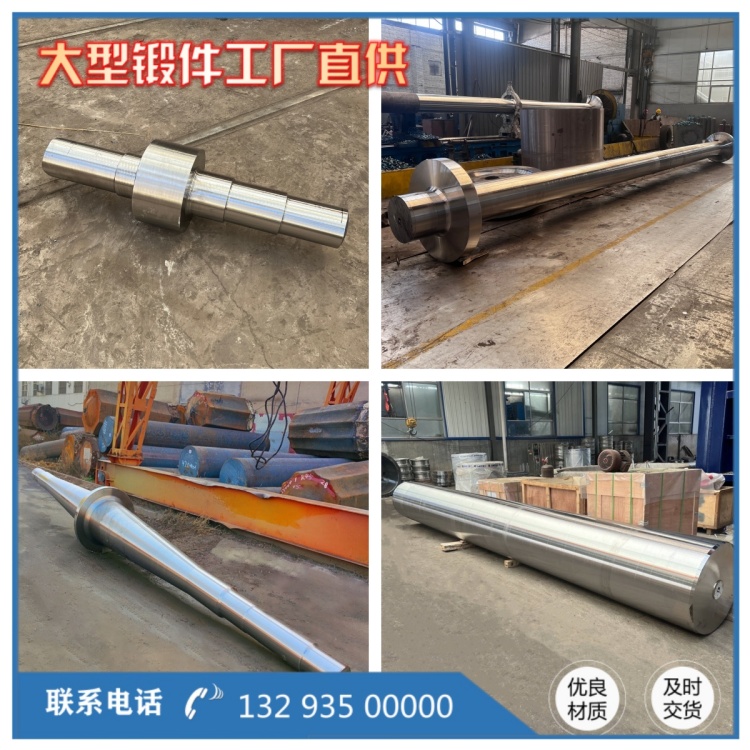
35CrMo是遵循GB/T 3077标准的中碳铬钼合金结构钢,凭借均衡的强韧性、良好的淬透性及抗疲劳性能,成为船舶动力传输系统的核心选材,主要用于制造船舶艉轴、中间轴等传动轴部件。船舶传动轴作为连接主机与螺旋桨的“动力纽带”,长期承受扭转、弯曲、冲击等复合载荷,同时面临海洋环境中盐雾腐蚀、高低温交替等严苛工况,对锻件的材质纯净度、力学性能稳定性及尺寸精度要求极高。35CrMo船舶传动轴锻件的生产全程遵循船舶行业标准及CCS、ABS等船级社规范,拒绝浮夸宣传,以可靠、耐用为核心,以下结合实际生产与应用场景进行真实阐述。

35CrMo的成分设计是保障船舶传动轴性能的基础,其核心化学成分严格控制在标准范围内:碳0.32%~0.40%、铬0.80%~1.10%、钼0.15%~0.25%,锰0.40%~0.70%,硅0.17%~0.37%,硫、磷等有害杂质均控制在≤0.025%以内,氢含量≤2.0ppm,有效降低材质脆性及腐蚀隐患。中碳设计保障锻件的高强度与耐磨性,铬元素提升淬透性与抗氧化性,确保大直径传动轴心部与表面性能均匀一致;钼元素细化晶粒、抑制回火脆性,增强高温稳定性,三者协同作用,为传动轴长期承受重载、交变载荷提供坚实支撑,适配近海及远洋船舶的不同航行工况。
35CrMo船舶传动轴锻件的生产工艺严谨规范,全程遵循CB/T 3417-2015行业标准,核心分为冶炼、锻造、热处理、精加工、质量检测五大环节。冶炼采用电炉+LF精炼+VD真空脱气工艺,真空系统极限压强低于133Pa,有效去除钢水中的气体与杂质,确保材质纯净度;钢锭选用金属铸型浇注,两端预留足够切除量,去除冒口及缺陷部分,从源头保障锻件质量。锻造采用“两镦三拔”工艺,锻造比≥6:1,始锻温度1100~1150℃,终锻温度≥850℃,通过多道次拔长、镦粗,确保金属流线沿轴体轴向连续分布,提升抗疲劳性能,适配传动轴的受力特点。
热处理是决定35CrMo船舶传动轴锻件***终性能的核心环节,工艺参数需经船级社认可。锻后立即进行600℃左右缓冷或等温退火,消除锻造应力、细化组织,为后续加工奠定基础;粗加工后进行调质热处理,淬火温度840~860℃,保温时间按有效厚度1.8~2.5min/mm控制,采用油冷方式;回火温度580~650℃,保温3~6h,快冷防止回火脆性。调质处理后,锻件力学性能稳定达标:抗拉强度≥750MPa、屈服强度≥550MPa、延伸率≥16%、常温冲击功≥45J,硬度HB 220~260,完全满足船舶传动轴的受力要求,寒区航行船舶可额外提升低温冲击性能至-20℃冲击功≥34J。
精加工与质量管控直接关系船舶传动轴的装配精度与航行安全。精加工采用数控车床、外圆磨床等设备,严格按照客户图纸要求加工,确保尺寸精度达到IT7级以上,同轴度、圆柱度≤0.03mm/m,表面粗糙度Ra≤3.2μm,避免装配间隙过大影响运行稳定性,海水接触部件需额外做镀铬封闭处理。质量管控贯穿全程,钢锭进厂需进行光谱成分复验、低倍组织检测;锻造后进行超声波探伤,排查内部疏松、裂纹等缺陷;热处理后取样进行拉伸、冲击、硬度测试,每批次锻件均出具完整检测报告;成品需进行100%超声波探伤与磁粉探伤,杜绝任何影响服役安全的缺陷。
35CrMo船舶传动轴锻件凭借成熟的工艺与可靠的性能,广泛应用于各类商船、工程船及特种船舶,适配不同吨位船舶的动力传输需求。其优势在于性能均衡,相比高端镍铬合金钢,成本更具优势,工艺成熟易管控;相比普通碳钢,抗疲劳性、韧性及耐腐蚀性更优,常规工况下服役寿命可达15年以上,与船舶使用寿命相匹配。目前,国内主流船舶零部件厂家均可承接单重1~30吨、直径φ300~φ1500mm的各类35CrMo船舶传动轴定制,严格遵循船级社规范与客户需求,优化工艺方案。

综上,35CrMo船舶传动轴锻件的核心竞争力在于“合规、可靠、适配”,不夸大性能优势,不简化生产流程。通过严格的成分控制、规范的锻造热处理工艺与全方位的质量检测,为船舶动力系统提供稳定的核心部件,既满足船舶行业对传动轴的严苛要求,又兼顾经济性与实用性,成为船舶制造领域不可或缺的关键锻件,支撑船舶产业的稳定健康发展。
下一篇:没有了
相关推荐
服务热线

